ビワマス釣り 100の疑問のヘッダー
夜光貝スプーンの作り方
マル秘/夜光貝スプーン製造工程秘密写真集
| 強力な秘密兵器である夜光貝削り出しスプーンの先進国である某国秘密開発工場より、我が旅団工作員の地道な努力の結果、その秘密の製造工程を盗撮することに成功した。 |
 |
スプーン削り出し用の夜光貝の原貝 鹿児島県喜界島産の天然の夜光貝。 貝高20センチ の大きい貝である。 肉厚が6ミリ程度と十分な厚さがあ り、削る作業は大変ではあるが、成形の応用度高く、大き いサイズのスプーンも削り出すこととが可能である。 貝 口から奥に見える2本の白い筋が大トロの「角」の部分を 裏側から見た部分である。 これで四千円から5千円くら いで通販入手できる。 |
| X-file No.01 |
 |
観光土産の夜光貝 主に沖縄県で500円くらいで入手できることから、つい 喜んで購入してしまいがちだが、肉厚が薄いため、十分 な大きさのスプーンを削り出すのは困難である。 同時に 装甲の薄さから実戦での耐久力に問題がある。 また貝 が薄いと深い輝きが得られにくい。 もともとは沖縄観光 のお土産用として売られていた物であり、スプーン用の原 貝としては不適である。 |
| X-file No.02 |
 |
切り出し前の下処理加工 貝口周辺の貝殻の厚さは薄くなっているので、この部分 は使用できない。 そこで貝の厚みを確認するためにも、 下処理としてその縁をカットして棄ててしまう。 三角の山 になっている部分が「角」と呼ばれる部分。 貝殻組織が 密集しているため、スプーンの表面にキャッツアイの様に 強い輝線が入る。 これが夜光スプーンのキモだ。 この 写真では2筋の角が写っている。 無駄なく切り出しする ようにする。 |
| X-file No.03 |
 |
ダイヤモンドカッターによる切り出し ノギスや定規を使って無駄なく切り出せる様に下書きの 線をマジックで描く。 角の部分を優先した線描きをする。 切り出しには、ガラスも切れるダイヤモンドカッターを使 用する。 また今回は貝光がほっといても後ろに向く定番 の「縦取り」を採用した。 切り出し中には大量の貝粉が 飛び散るので防塵マスクは必携だ。 くれぐれも自分の指 までカットしない様に軍手などの安全装備をすること。 |
| X-file No.04 |
 |
型紙による位置決め 薄い紙にお気に入りのスプーンの形状を書き写し、切り 抜いて型紙を作る。 写真の右は65ミリの某スプーンか ら書き起こした型紙。 長方形に切り出した貝片の裏側に 型紙を当てて、マジックで下書き線を描く。 その際律儀 に貝片と型紙を並行に当てる必要はない。 テール側か ら見て、最も貝光が強く出る方向に合わせて、型紙の位 置を決めるのがコツだ。 尚、写真は赤外線撮影であるた め、画像不鮮明となっている。 |
| X-file No.05 |
 |
角落し 貝片に下書き線が描けたら、ダイヤモンドカッターで大き 目に荒く角を落とす。 貝片にかなりの厚みがあるため、 刃が垂直に入る様に気をつける。 さもないと裏と表で大 きさが異なった貝片に成ってしまうぞ。 作業が進むにつ れて貝片は小さくなっていくが、貝片を手で持っていると 危険なので、万力やペンチで掴んで作業する様にする。 角のある貝片は極端に厚みがあるので、ダイヤモンドカッ ターで半分にスライスして楽することもある。 |
| X-file No.06 |
 |
荒削りと穴あけ 表皮側をグラインダーで削り込む。 砥石の角を使うと磨 耗は激しいが作業は早い。 この段階では下書き線まで きっちり削り込まない。 スプーンの断面はカマボコ型でも 長方形型でも良いし、裏側はそのまま地を活かしても削り 込んでも良い。 貝片の上下にダイヤモンドビットで穴をあ けて、棒ヤスリで穴の位置を微調整しながら、2.2ミリの ニューム管が通る大きさまで径を広げる。 以降この上下 の穴を結ぶ線を中心線として成形作業を進める。 |
| X-file No.07 |
 |
ニューム管の取り付け 貝の穴は、ニューム管がちょっと緩めに通るぐらいの大き さにする。 ぴっちりにすると後で流し込む接着剤が上手く 回り込まないからである。 貝の両側に1ミリずつ飛び出 るぐらいの長さに、ニューム管を切断する。 切断の方法 は平ヤスリのエッジでころころ転がしながら削り切る。 ハ サミやニッパーを使わない。 切り分けた管を穴に差し込 み、瞬間接着剤を隙間に流し込む。 完全に乾いてから 平ヤスリで飛び出た部分を削り落とす。 仕上がり直前に 棒ヤスリを管に差し入れ口を広げさせると締りが良い。 |
| X-file No.08 |
 |
型紙による墨付け ニューム管のハトメが完成すると、その2穴を結ぶ線を中 心線として、最初に使用した型紙を貝片に当てて、型紙 の縁をマジックでなぞる。 すると型紙からはみ出た余計 な部分が墨付けされる。 この墨付けられた部分をこれか ら削り落としていく。 ここでもう一度型紙を当てることで、 正確な型出しをする。 目分量で作業を進めると、概して 幅広スプーンに成りやすいと思う。 スプーンは意外に細 いのだ。 正確な形が決まると後は厚みの削り出し調整 となる。 |
| X-file No.09 |
 |
グラインダーによる荒削り 墨付けした部分を削り込んでいく。 墨付け部分の削りが 完了したならば、次は厚みの削り出し調整を行う。 貝自 体に厚みがあるため、結構削りこんでいくことになるが、 応用が効きやすくカマボコ型などの削り出しが可能であ る。 グラインダーの砥石の角を上手に使う。 削ると言う より削ぐような感じ、皮を剥くような感じで削る。 和食料 理人の経験がある人には、八方剥きのイメージに近いと 思う。 鉛筆をカッターで削った先のような多面体で良い。 |
| X-file No.10 |
 |
磨き込み グラインダーで大まかな成形まで削り込みができたら、も う一度型紙を当てて輪郭をチェックする。 特に縦の長さと 幅の比率を見て、幅広すぎない様にする。 次に真横から 見て厚みのチェックをする。 例えば中心線部分を嶺とし て両端に行くほど薄くエッジを効かせたり、前を薄く後ろを 厚くしてアールをつけたりの成形加工をしたりする。 使用 する耐水ペーパーは300番から1200番くらいを段階的 に使用する。 |
| X-file No.11 |
 |
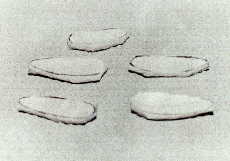
仕上げ磨き 1500番くらいで仕上げ磨きをする。 磨き完成後に縁の 角をかるく落としておくと使用時に欠けにくい。 最終仕上 げにバフ研磨をして宝石のような輝きを出す。 製造工場 によっては、磨き完成後にウレタンなどでコーティングする 場合もある。 コーティングは湖の水質による貝の変色を 防ぐことや見た目がきれいの利点があるらしい。 ただし ナチュラル派は何も付けないで素ッピン勝負でいく。 写 真の右下と左上のスプーンが、ツノの部分で、猫目石の ように強い光の筋が現れている。 |
| X-file No.12 |
 |
地獄鈎のセット スプリットリングのサイズは#3を使用している。 地獄鈎 は信頼の沖アミ鈎段違い二連装の試二式を装着してい る。 スプリットリングは装着寸前に、針金の切り口が貝を ぐりっと引掻くので、なるべくキズを付けないように装着す る。 スプリットリング装着後はプライヤーで、針金と針金 の間の緩みを締めこんでおく。 |
| X-file No.13 |
 |
七〇式艦上攻撃機「夜光」角型 採用 ; 平成13年9月 開発 ; 浦安湖軍工技廠 全長 ; 65mm 全幅 ; 18mm 装甲 ; 3mm (バフ研磨特殊防弾加工) 翼面 ; 蒲鉾型 胴体 ; 軽頭重尾・柳刃型 武装 ; 沖アミ2号式機関砲 2門 配備 ; 銀山湖(13年10月現在) |
| X-file No.14 |
 |
工作機械と工具 ①卓上グラインダー(砥石&フェルトバフ) ②切り出し用ダイヤモンドカッター付きルーター ③穴あけ用ダイヤモンドビット付きルーター ④荒削り用平ヤスリ ⑤菱形の小型平ヤスリ ⑥棒ヤスリ ⑦耐水ペーパー(#300~#1500) ⑧型紙 |
| X-file No.15 |